1.はじめに
2.第一線監督者
2.1 第一線監督者の名称
2.2 新任工長
2.3 職場の規則
2.4 法令遵守
2.5 「初めて」は誰もが通過する経験
3 工長は「部下を守る」が基本姿勢
3.1 職場の安全
3.2 部下の出勤、欠勤の確認
3.3 部下の育成
3.4 部下の賃金を上げるために
3.5 外国人作業者
3.6 高齢者、女性の作業環境対策
4.人口減少時代の職場
4.1 日本人口の予想
4.2 賃金の低い外国人労働者
4.3 ものづくりの自動化
5.ものづくりの基本的知識
5.1 製品をつくるとは
5.2 川の流れのように
5.3 より良い製品を、より安く、より早く
5.4 ジャストインタイム
5.5 4M
5.6 職場の問題解決
6.作業指導に関する知識
6.1 工長の作業技能
6.2 標準作業書
6.3 作業の習熟
6.4 最初はうまくできない
6.5 多技能作業者
7.新製品の生産
7.1 新製品の生産準備
7.2 設計試作
7.3 技術試作
7.4 生産試作
7.5 生産立ち上げ
8.職場の生産活動の見える化
8.1 会社からの通知書類
8.2 生産計画や生産実績
8.3 サンプル表示
8.4 その他の掲示
1.はじめに
 私は、製品組立工場で約5年間作業者として働きました。多くの職場を経験するとともに多くの監督者のもとで作業を行ってきました。さらに、生産技術者として担当職務変更になり、監督者と共にものづくりを行ってきました。
私は、製品組立工場で約5年間作業者として働きました。多くの職場を経験するとともに多くの監督者のもとで作業を行ってきました。さらに、生産技術者として担当職務変更になり、監督者と共にものづくりを行ってきました。
国内工場から海外部門に異動すると、海外工場の技術指導を行うことになりました。海外工場の監督者や作業者と一緒になって新製品の組立を行ってきました。
ある国の工場で、現場の監督者と作業者に作業指導を行ったとき、うまくできたので、「良くできた」と褒めておきました。ところが、後日工場長から「あまり現場を褒めないでください。日本人から褒められので給料を上げてくれと作業者が言ってきた」というのです。大変驚いた記憶があります。
南アフリカの工場でのことです。組立品の精度が悪いというので、現場の作業の終了を待って、組立治具の点検、確認をしていました。ふと顔を上げると、私を囲むように周りに大勢の作業者が取り囲んでいました。この変な作業服を着た人が何をしているのかと興味深い目で私を見ていました。私もびっくりしましたが、「こんにちは」と現地語で言ってみました。でも通じなかったようでした。当時の工場の監督者、技術者は白人で白作業衣を着用していました。黄色の肌で、茶色の日本の作業衣でしたから、彼らも非常に興味深っかたかもしれません。
このような国内外の現場の経験を通して、職場の監督者について私の期待を述べます。
2.第一線監督者
第一線監督者は、職場の最前線で働く作業者の中心となって、仕事を推進していく役割を担っています。作業者に仕事を割り当て、作業を指導し、その作業を監視して問題点を改善していくといった仕事を果たしていく者といえます。この監督者の職務の内容は、企業により異なりますから、企業で規定しなければなりません。
2.1 第一線監督者の名称
第一線監督者の名称は、企業によりいろいろ異なっています。既に別項でも述べましたが、例を挙げますと「工長」、「班長」、「係長」、「職長」、「グループリーダー」などさまざまな呼び方をしています。ここでは、工長で代用します。
2.2 新任工長
新しく任命された「工長」は、会社から辞令を受け取り正式に任命されるとその職務を実行することになります。何もかも「初めて」の取り組みとなります。ですから、任命された当初は、頼りないとか、工長の役割を果たせてないとか、周辺から批判やクレームが起きることもあるかも知れませんが、何事も初めての仕事ですからそれに耐えていかねばなりません。ただ、何を行わなければならないかをしっかり頭に入れて一つ一つ実行していくことです。
2.3 職場の規則
新任工長は、担当する作業の法令や企業で定めた就業規則をはじめとするさまざまなルールを先ずよく知っておく必要があります。新任研修や上司、同僚等から必要な規則類は適宜指導を受ける機会がありますからよく内容を理解しておいてください。
2.4 法令遵守
ものづくりに関する法令や企業で定めた規則は正しく理解して守って行かなくてはなりません(これをコンプライアンスといいます)。同時に、工長は部下にこれを守らせることや正しく行われていることを確認する必要があります(これをガバナンスといいます)。
法令に定められた内容を守らず、あるいは現場が勝手にデータを書き換えて法令に合格としたり、お客さまに提出したりするといった不正「データの偽装」が起きています。大変残念なことです。
2.5 「初めて」は誰もが通過する経験
誰でも、経験していない事柄は「初めて」ということになります。さらに、経験するということは、この「初めて」の連続でもあります。同時に、経験は時間を必要とすることでもありますから当然年齢も積み重なることになります。すなわち、いろいろな経験を積むということは、年齢を重ねることを意味します。
よく聞かれる若者は経験不足という中高年の人達の批判の言葉にはこだわる必要はありません。これは当然のことですから「その通りです」と答えておきましょう。
新任工長の仕事は、何事も「初めて」の連続ですから、これも経験のひとつと考え素直に、冷静に取り組むことです。不明なことは、上司や同僚の工長に聞くことです。
3.工長は「部下を守る」が基本姿勢
工長は部下と一緒に仕事を進めていきますから、その基本とする心は「部下を守る」ことにあります。
3.1 職場の安全
部下を守る第一歩は、職場の安全、作業の安全を徹底することです。私も担当した職場で多くのを経験をしてきました。プレス工程で指を切断した作業者、自動組立機械に挟まれて死亡した作業者、洗浄タンクに落下して死亡した作業者、生産工程で手足にケガをした作業者など残念な事故も少なくありません。
このような事故の原因を分析して、いろいろな安全対策を行ってきました。職場の作業にはケガをする危険が潜んでいますから、工長は職場で使用する機械設備、工具、組立治具、使用する油脂類、危険物等には最善の注意を払い、作業者の安全を図っていく必要があります。
3.2 部下の出勤、欠勤の確認
工長は、その日の生産計画にしたがって、生産数量を完遂する役割を負っています。したがって、必要な作業者を毎朝確認する必要生じます。もし、欠勤者が多い日は、作業者が足りなくなりますから、他の工長達と相談して応援の作業者を要請することになります。逆に部下が全員出勤の場合は、余裕ができますから、他の工長から要請があれば作業者の応援派遣を行います。このような調整ができない場合には、ラインのスピードを遅くするとか、残業で生産量を確保するなどの対策を行います。
このため、毎朝の部下の出欠確認は重要な仕事になります。従業員が欠勤する場合は、事前に届けることが一般的な企業の規定になっています。ただ、突発的な事態が生じて欠勤した場合、無届の欠勤(一般に無断欠勤という)になってしまいます。このような場合、当日朝に連絡があれば問題はありませんが、何の連絡がない場合、工長は無視するのではなく、本人の居宅や家庭に連絡して確認を行う必要があります。ただ、プライバシーの問題もあるので、緊急時やこのような無届欠勤の時の連絡先を前もって取り決めておく方法が望ましいと思います。
次のような事例を工長のあなたはどう思いますか?
*事例1
無断欠勤が数日続いたので、本人のアパートを訪問したところ死亡していた。(もっと早く訪ねていたら助かったかも!)
*事例2
保育士は、担当する園児が登園していなかったが、欠席の届があったものと思い込みそのままにした。その園児は、朝の送迎バスに置き去りにされ、夕刻発見されたときは死亡していた。(登園していないことを園児の家庭に連絡すれば助かったのに!)
なお、ここで述べている「欠勤」とは、職場に出勤しないという意味です。有給休暇や育児休暇など法規や企業で定める休暇の取得でも職場に出勤しないので「休暇欠勤」として考えます。
3.3 部下の育成
 どんな企業でも、長と名の付く職務を担当する者は、「部下の育成」を担っています。工長は、日常の仕事(作業)を通して、指導していくことになります。作業者一人一人の成長を考えて仕事(作業)を割り当て指導を行っていく必要があります。
どんな企業でも、長と名の付く職務を担当する者は、「部下の育成」を担っています。工長は、日常の仕事(作業)を通して、指導していくことになります。作業者一人一人の成長を考えて仕事(作業)を割り当て指導を行っていく必要があります。
部下の育成の手法については、「監督者の役割」のところで述べてありますから、参照してください。
3.4 部下の賃金を上げるために
私は、工長でも、上司の課長でも、経営者でも企業で働く部下すなわち従業員の賃金を毎年上げていくことを第一に取り組むことであると考えています。「企業は人なり」とよく言われますが、実際には後回しになっていると感じています。
企業で働く従業員は、その対価として「賃金」を得るのですから、その賃金が上がっていくことが働く意欲の源泉になっています。賃金を上げていくためには、工長は部下の技能の向上や職場の生産効率を高めていく取り組みが求められます。工長は、部下の一人一人の賃金が上がるように支援していくという心を持ってください。
3.5 外国人作業者
日本の人口減少が急速に進むに従い、人手不足が次第に現場にも影響が出てきています。このため、政府は外国人労働者(作業者)の受入れを増やしてきていますが、非常に狭い門しか開けていません。今後、ものづくりの現場でも外国人作業者と一緒に作業する時代がすぐそこに来ています。
外国で仕事をしてきた経験から、最大の課題は「日本語」です。外国人作業者にいろいろな支援ををしながら、受入れをしなければなりません。
外国人作業者の支援については、別項の「外国人労働者」の項を参照してください。
3.6 高齢者、女性の作業環境対策
人手不足の対策の一つとして、高齢者や女性を部下に持つことが増えてくると考えています。現在の就業規則に定める定時間(7時間や8時間)労働ではなく、短時間労働の正社員として受け入れることになると思います。特に高齢者は、体力も下がり、身体的な筋力も弱ってきますから、それらに配慮した作業環境を作っていく必要があります。これからの職場は大きく変貌することが予想されます。
ここで「高齢者」とは、65歳以上の作業者のことです。人生100年時代ですから、元気で働く意欲のある高齢も多いからです。ただ、身体的な衰えは逆らえませんから、この対応策を職場は工夫しなければなりません。
4.人口減少時代の職場
将来のものづくりの現場に大きな影響を与える問題の一つに日本人の急激な人口減少があります。
4.1 日本人口の予想
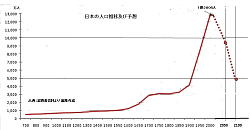
次の図は、日本人口の推移予想を示したものです。
総務省の統計資料によれば、2004年およそ1億2,800万人をピークに日本の人口は急激に減少に転じています。2030年には1億1、500万人、2050年には9,500万人、2100年には5,000万人を下回るという予想が出ています。最近のデータでは、毎年60万人前後の減少ですから、高知県の人口相当分が1年でゼロになるスピードです。この人口減少推移予想に私は大変衝撃を感じています。
4.2 賃金の低い外国人労働者
日本の人口減少は、大幅な人手不足が生じますから外国人労働者(作業者)に頼るほかありません。しかし、日本の入国門は非常に狭く、現在はやっと入れる程度です。
ただ、もっと大きな問題は、外国人が日本に行って働きたいと来てくれるかどうかです。賃金は安いし、言葉も通じない、それに最近は治安もよくないなど日本で働いてみたい興味がおきないなどという問題があるからです。外国人から働くこととに見向きもしない国になってしまうかも知れません。
現在、技能実習制度で外国人労働者を受け入れている企業でも、最低賃金さえ支払っていない企業が少なくないのは残念でなりません。
4.3 ものづくりの自動化
このような人口減少は、既に自衛隊員や教員不足が目立ち始めています。身の回りでは、バスの運転手が不足しているということで便数が減りはじめました。
職場の作業者が不足すれば、製品が作れないということになります。製品組立自動化、ロボット化を急がなければなりませんが、経営者は自動化にはのんびりと構えているように感じています。企業は今は高い利益も上がっているし、国に税金も払い株主にも高い配当も出せるので従業員以外文句も出ません。役員報酬もどんどん上げています。しかし、このような企業は、気がつかないうちに船底に人手不足の穴が開き、やがて沈没することになると危惧しています。
次の絵の2人の社長の企業の行方を推測してみてください。
5. ものづくりの基本的な知識
ここでは、ものづくりの現場で必要な基本的な考え方を述べたいと思います。
5.1 製品をつくるとは
製品は先ず設計から始まり、作る工程や方法を決め、必要な材料(資材や部品類)を買ってきて生産作業を行います。生産する製品は「設計通り作る」必要があります。作りにくいと勝手に材料を変えたり、寸法を変えたりなどしていたら、求める製品は出来上がりません。もし、現場で変えたい場合は、設計と相談して、「設計変更」手続き行なわなければなりません。
ところが、図面通り作れないとか、品質検査で寸法が合格しないとか、製品の品質測定や検査がめんどうだとかで、現場が勝手に変更(データの偽装など))して製品を「合格させる」といった問題が起こっています。大変残念なことです。
5.2 川の流れのように
生産工場は、生産計画にしたがって川の流れのように一定のスピードで製品を作っていきます。すなわち、工場の組立ラインスピードに合せて、その他の工程も同じように必要な材料や部品を供給していきます。もし、どこかで不良品が発生したり、機械設備が故障したりすると川の流れはストップしてしまいます。工長は、この流れを止めないように作業を進めていく必要があります。
5.3 より良い製品を、より安く、より早く
 ものづくり工場の製品をつくる基本的な姿勢は、より良い製品(Q::Quality)を、より安く(C:Cost)、より早く(D:Delivery)です。この製品に求められるQCDを具体的に実行するのが作業現場の工長ということになります。
ものづくり工場の製品をつくる基本的な姿勢は、より良い製品(Q::Quality)を、より安く(C:Cost)、より早く(D:Delivery)です。この製品に求められるQCDを具体的に実行するのが作業現場の工長ということになります。
なお、QCDに関する具体的な内容は、「生産管理」の項目で説明してありますから、参照してください。
5.4 ジャストインタイム
トヨタ生産システムの基本となっているジャストインタイム(Just In Time:JIT )は工長としてその基本を知っておいて欲しいと思います。すなわち、「必要な部品を必要な時に必要なだけつくる」ということです。
現場では、在庫がたくさんあれば安心できますから、「作れるときに作れるだけつくる」ことになりがちです。これでは、在庫品や仕掛かり品が山のようになり、いろいろな問題が生じてきます。
この在庫品を増やす最大の原因は、「作りたいときに、作れない」ことにあります。作りたいときに、材料や部品がない、機械が動かない、よく故障する、作ったら不合格(不良品)となったなどの問題が生じるからです。このような問題を改善しない限りJITは実行できないことになります。
5.5 4M
製品を作るために必要な要素があります。
*機械や設備(Machine)
*材料 (Material)
*作業者(Man)
*生産技術・工法(Method)
この要素を一般に4Mと呼んでいます。現場で発生するいろいろな問題は、この4Mが何らかの影響を及ぼしていますから、問題解決に当たってはこの要素から分析して行くことになります。
5.6 職場の問題解決
毎日の生産活動では、品質問題や設備故障などさまざまな問題が発生します。この突然起きる職場の問題は、工長は迅速に解決して生産をストップすることのないようにしなければなりません。
この生産上のトラブルの解決には、問題解決手法がありますからその方法を活用するとよいと思います。特に、QC7つ道具は、職場に不可欠ですから、自由自在に使うことができるようにします。
6.作業指導に関する知識
一般的に工長として選任する場合、担当する職場のすべての作業技能を有していることが望ましい条件の一つとなります。この前提で以下述べてあります。
6.1 工長の作業技能
職場の作業について、「工長は熟練作業者」でなければなりません。したがって、必要な場合には自分も作業を行ってみることです。作業上のいろいろな問題を把握することにもなります。 さらに、担当する職場の一つ一つの作業について、「標準作業書」を作る能力を持っていなければなりません。新しく配属された作業者や転入してきた作業者などに「口頭」で説明してやらせるのではなく、自ら見本の作業(標準作業)を行うことが必要です。このような仕事ができないと部下から信頼を得ることは難しくなります。
6.2 標準作業書
標準作業に関する内容や作業標準書の作り方などは、「作業に関する知識」の項で説明してありますから参照してください。中小企業の現場を拝見して感じることは、工長が作成した作業に関する文書類が改定されていないことです。一年以上の前の日付の書類は、見直して改定するか、改定の必要のない場合は、内容を確認した旨の新しい日付を記載するようにします。これは、文書類の信頼性を高めることになります。
6.3 作業の習熟
 繰り返して行う仕事は、だんだん慣れて仕事も楽に早く行うことができ、ミスも少なくなってきます。製品を作る作業でも同じです。これを「習熟する」といいます。
繰り返して行う仕事は、だんだん慣れて仕事も楽に早く行うことができ、ミスも少なくなってきます。製品を作る作業でも同じです。これを「習熟する」といいます。
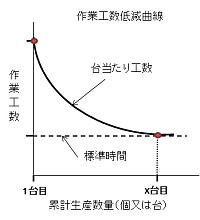
右の図は、一般的な工数低減曲線(習熟曲線ともいう)を表わしたものです。初めて行う一台目は作業の時間(工数)がかかりますが、作業数量をこなすことによって、一台当たりの工数は、下がってきます。最終的には、設定した標準時間でできるようになってきます。ここまで達すれば、一人前の作業者(熟練作業者)といえます。
6.4 最初はうまくできない
このように初めて行う作業は、誰でも時間がかかるものです。ですから、新人作業者に作業をさせる場合には、初めは時間がかかるということを考慮しなければなりません。ライン作業をさせる場合には、作業者の習熟度に合せて、作業量を受け持たせる必要があります。
作業者の習熟度は次の式で計算します。
(注)実際工数の算出方法
例1:作業の計測
その作業者の作業時間をストップウォッチなどで計測する場合は、実際工数=計測時間×1.25(余裕率)
例2:その日の作業実績から算出
次の計算で算出します。
例えば、習熟率50%であれば、同じようなレベルの作業者を2人配置する必要があるということになります。また、習熟度に応じて、他の作業者との作業量の再編成を行って、ライン作業者間で補う方法も行います。この作業編成を「ラインバランス」を取るといいます。
6.5 多技能作業者
工長は、部下の成長や技能の幅を広げるなどの手段として、部下に職場のいろいろな作業を行うことができるようにしていく必要があります。このような作業者を一般的には「多能工」と呼ぶことがあります。これは、部下の「教育訓練計画」の一環として取り組んでいくことが望ましいと思います
この教育訓練の成果から優秀な部下を工長代行者や副工長などに抜擢して工長の仕事の一部を行わせることによって、後継者の育成を図っていくことも大切な取り組みです。
7.新製品の生産
 企業は、常に新しい製品を開発して生産を行う活動は不可欠です。新製品の設計が終わると生産準備に入りますが、最近は設計段階から生産準備を開始して、新製品のリードタイムを短縮する手段を取っています。以下は、工長としての一般的な新製品の生産活動を述べます。
企業は、常に新しい製品を開発して生産を行う活動は不可欠です。新製品の設計が終わると生産準備に入りますが、最近は設計段階から生産準備を開始して、新製品のリードタイムを短縮する手段を取っています。以下は、工長としての一般的な新製品の生産活動を述べます。
7.1 新製品の生産準備
工長は、新製品の生産準備を行うには、技術部門から新製品の生産に関する資料を受け取り、その資料により生産準備を開始します。生産準備の内容は、企業により異なりますから一般的な内容を述べてあります。
(1)QC工程表
QC工程表に示された作業に必要な工具、検査具、測定具、保護具、副資材、その他指定された材料などを準備します。ただこのような工具や副資材類は、現在使用しているものが多いはずですから、新規に使用する物を準備しなければなりません。
(2)作業表
加工や組立作業を行う具体的な作業内容を「作業表」などとして指示されている場合があります。設計図面を基に、担当する技術者が加工方法や組立方法を指示する内容です。そこに指示されている工具や副資材等を準備します。組立治具など生産時に使用する設備や組立治具類は、技術部門が準備します。
(3)職場のレイアウト図
新製品の生産を行う職場のレイアウト図が技術部門から配布されますから、工長の受け持つ工程を把握すると共に、人員配置や必要とする部品の配置、さらに使用する副資材類の配置などの計画を行い、指示された時期に実施することになります。
(4)その他の準備事項
職場で生産する製品や作業内容によりさまざまな準備項目がありますから上司や担当する技術者と打ち合わせを行いながら生産準備を行います。
7.2 設計試作
新製品の設計が完了すると「設計試作」を行うことがあります。これは、設計図(CADや2D図面をいう)に問題がないかのチェックが中心です。ただ、製品によっては、経営者(社長)の承認を求める場合にも使われることもあります。
また、製品によっては、耐久試験、強度試験、防錆試験などいろいろな製品のテスト用に使用することもあります。
7.3 技術試作
技術試作の目的の一つは、「設計図面通りの製品ができる」ことを確認することです。さらに、技術試作を行うことによって生産上の問題がないかをチェックすることです。特に組立順序、作業方法、設備や機械の仕様などの確認を行います。
この段階で、必要な場合には、製造部門も参加して実際に作業を行うことがあります。参加者を制限して機密保持に注意しなければなりません。したがって、製造担当者の参加は一部の者に限られます。
技術試作によって、生産上の問題をj事前に解決していくことになりますが、これは生産を始めてからいろいろな問題が生じて設計変更を行うことが起きないようにすることが狙いです。
7.4 生産試作
この段階は、生産に使用する設備やロボット、組立治具などが現場に配置されており、使用できる状態になっていることが前提です。そして、この段階から工長の活躍する番になります。
生産試作の目的は、作業者の習熟にあります。最初の一台目は、時間がかかりますから、一つ一つの作業が完了してから次の工程に進むという方法で行います。
試作数量は、作業の習熟が進むように少しずつ台数(個数)を増やしていきます。新製品は専用ラインを新設して生産を行う場合や現在の生産ラインに投入して行う方法もあります。後者の場合は、いきなりラインに投入できませんから、一定の習熟が進むまでは固定の場所(ステージ)で行う方法を取ります。そうしないと生産ラインが混乱を起こします。
生産試作は、一定数量の試作を行って、生産ライン上の問題を確認するとともに問題点の改善を行います。
7.5 生産立ち上げ
新製品の生産準備が完了すると本格的な生産をスタートさせます。今まで述べてきたように作業者の習熟を考慮しながら、ラインスピードを上げ、生産数量を増やしていきます。
しかし、一般的には、新製品の生産作業が順調に進まない場合が多いものです。特に、起きるのは設備類の故障や異常停止が起きることです。よく知られている初期故障です。さらに、品質問題があります。製品の検査公差に合格しない、不良品が多いなどの問題が生じるからです。工長は担当する生産技術者と協力しながら問題解決に取り組まなければなりません。
なお、この段階で問題が多いのは、外注からの納入部品の品質問題です。組付ける内製の部品と外注部品の寸法や形状などが合わないといった問題が少なくありません。この厄介な問題を迅速に解決していかなければ、生産ラインはストップしたままになります。
8.職場の生産活動の見える化
職場の生産計画やその実績など職場のいろいろな活動を見える化することも工長の重要な仕事です。
8.1 会社からの通知書類
会社や上司からの重要な通知事項は朝礼時などで部下に説明しますが、同時に職場に掲示して部下に周知させる必要があります。ただ、一定期間が過ぎると撤去することです。いつまでも残していると、工長の管理能力が疑われます。
8.2 生産計画や生産実績  生産活動の重要なデータである生産計画と実績の推移は、グラフ化して掲示して部下に情報をしっかり伝えます。同時に、未達成であればその原因や対策に関する情報も掲示することです。
生産活動の重要なデータである生産計画と実績の推移は、グラフ化して掲示して部下に情報をしっかり伝えます。同時に、未達成であればその原因や対策に関する情報も掲示することです。
また、関連する機械の稼働率、不良率など生産上の問題やその解決状況などもグラフなどの図に書いて説明することが望まれます。
8.3 サンプル表示
 不良品や限度見本など現物を表示することもあります。部下に理解を高める手段として活用するものです。また、必要に応じて説明文も追加するとよいでしょう。
不良品や限度見本など現物を表示することもあります。部下に理解を高める手段として活用するものです。また、必要に応じて説明文も追加するとよいでしょう。
8.4 その他の掲示
次のような掲示をよく見かけます。これはその一例です。
*部下から提案された内容
*設計変更の内容やその説明図
*作業の変更内容
*ケガの内容と対策
*前後工程からのクレームとその対策
*その他連絡事項など
福島技術士事務所は○○○○○○○○を専門とする○○○○○○○
CS
- はじめにCONCEPT
- 目次SERVICE&PRODUCTS
- 監督者の役割NEWS&FAQ
- 問題解決編COMPANY
RECRUIT
- アクセスACCESS
- お問い合わせCONTACT U